Bridge cranes play a vital role in warehouses. This kind of lifting equipment is placed horizontally over workshops, warehouses and material yards, and its two ends are placed on tall cement columns or metal supports to form a bridge-like structure for lifting materials. The bridge of the bridge crane runs longitudinally along the tracks laid on the elevated bridges on both sides, and the lifting trolley runs transversely along the tracks laid on the bridge, thus forming a rectangular working range, allowing the bridge crane to make full use of the space under the bridge. Lift materials without being hindered by ground equipment.
The case that Dongqi Crane will share today is that a South African sugar company customized a bridge crane for a new warehouse. The company is South Africa’s leading sugar producer, supplying to many countries from its 170,000 tonne capacity plant. The crane company overcame various difficulties and finally completed the installation of the project.
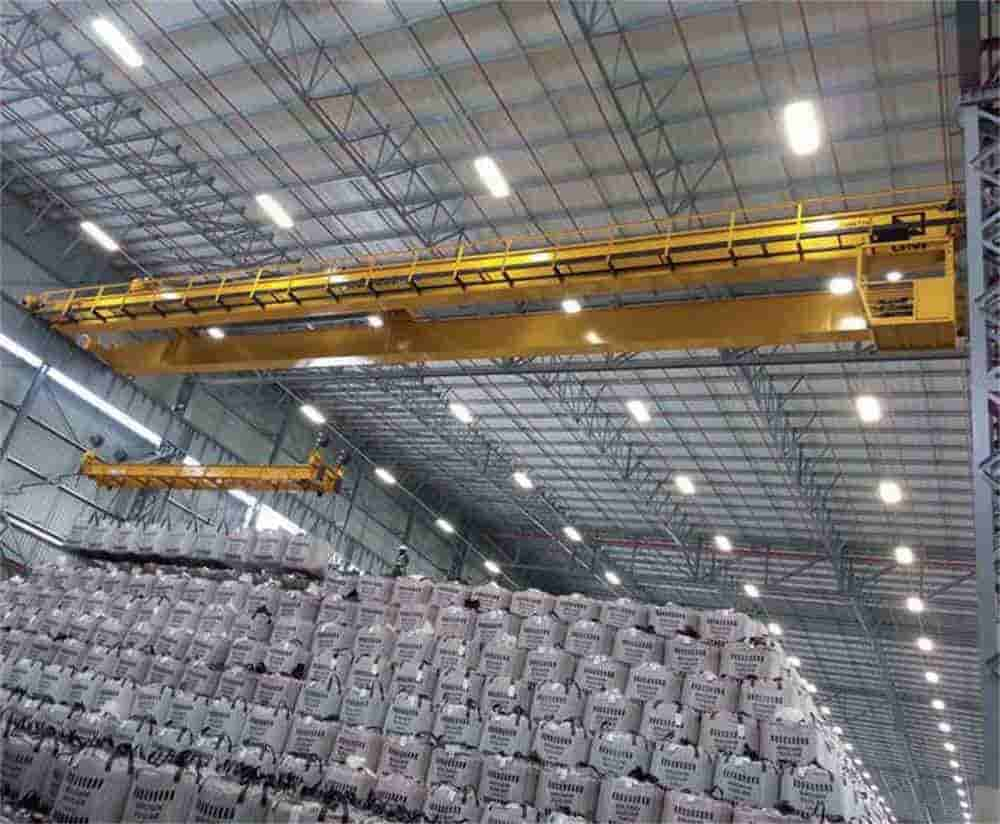
The warehouse is divided into different areas. Each of the six cargo bays located in areas one and three of the warehouse is equipped with an overhead crane with a safe working load of 16 tonnes. These 30.72m span double girder bridge cranes including control room, connecting beams, lifting beams, access walkways and bogies were designed and manufactured by a British crane company.
The British company supplied 12 8-tonne hoists, which are custom-made twin hoists mounted on a single hoist drum to help ensure synchronized movement of the hooks. GMTS then steps in to synchronize the twin hoists on each crane by using encoder feedback and inverter drives. Each of these cranes will corner-lift a lifting beam that is capable of handling ten one-tonne international bulk containers (IBC’s) of sugar per movement.
For this project, the crane company supplied a custom-designed open capstan hoist with dual rolling drums that helped ensure the load did not move laterally during lifting and lowering. The lifting mechanism is M8 (heavy-duty rated), which the crane company says reflects the high frequency with which the crane will be used for product movement. The crane is rated for a long-stroke speed of 60 meters per minute, a lateral travel speed of 20m/m and a lifting speed of 7.8 m/m.
The GMTS integrates an automated safety system that recognizes people and identification tags on the forklift to stop the crane and avoid collision with the lifting beam. In addition, radio control of the cab is provided by the GMTS, with power distribution via an insulated conductor system to supply power to the main lifting panel.
The company secured the order because it is one of the few companies in South Africa that can combine its experience and capabilities in supplying M8 equipment while meeting such a “demanding and complex” need.



It can be seen from the crane level requirement m8 in this project that the warehouse staff need to face greater safety issues when using overhead cranes. Dongqi Crane has extensive experience in installing cranes for warehouses. In this case the crane supplier integrated an automated safety system into the crane, but we can still infer that this project was a huge challenge for the crane supplier.
Regarding the safety issues that may be faced during the entire installation process of bridge cranes, we can summarize the following points:
Foundation and overhead crane installation:
Electrical Safety and Equipment Inspections:
Operating procedures and signal transmission:
Load management and safety distance:
Operation monitoring and maintenance:
Safety considerations in special circumstances:
Personnel training and safety awareness:
Contact our crane specialists
Send us a message and we will get back to you as soon as possible.